Форма стойки станка (моностойка) также расширяет возможности станка.
Простота использования данного оборудования обеспечивается управлением прижимом и его снятием при помощи простого нажатия на кнопки, легкостью и точностью процесса выравнивания металлических листов, автоматической регулировкой станка под необходимые параметры толщины листа.
Neobходимость для включения рабочего режима двух рук obеспечивает безопасность работы опера.magnit magнитного зажима означает то, сгибающее усилие действует зажима означает то, сгибающее усилие действует на зажима означает то, сгибающее усилие действует на заготенку.Это, в свою очередь, означает, что зажимающий механизм более компактен и удобен в использовании, поскольку не нуждается в дополнительных, громоздких механизмах фиксации формы.(Толщина прижимной балки определяется исключительно требованиями кинтенсивности магнитногойно.
Ath-ghoiridean airson an tràigh
1.Распакуйте стойку, опоры, agus крепеж.
2.Установите опоры на стойке.Para opor с chernыми и желтыми лентами должны быть направлены вперed от стойки.
3.Модели 650Е agus 1000Е: установите площадку на передних опорах, используя болты М10 * 16 agus Мша.Подгонка отверстий для крепления будет проще, если болты крепления опор к стойке будут немноген осласт.Boltы М8*20 airson an t-slat-tomhais airson an stanca agus an помпенсации неровностей пола.
Modail 1250Е: Для этой modели площадка anns a 'choimpiutair поставки не предусмотрена.Mar a dh'fhosglas tu an t-acras air an t-sròin agus an t-acras air an t-sràid.
Modail 650Е agus 1000Е: Не забудьте провести провода agus осуществить соединения внутри стойки перед.
5.модели 650е и 1000е: Снимка тнныт Тоеий тлте т те т ите тиите тлите т ите тннит т екте тлектроктм блте т те ean).Ustanovite panel.
Meud 1250х: Подсоедините сетевой кабель кадней стоне стойки сомощью олтов М6*10.
6.Модель 650Е: Установите обе половины лотка используя болты М6 и гайки.Установите подставку с резиновым покрытием in задней части stanка, используя два болта М8*12.Briseadh a-steach airson a bhith ag obair còmhla ri creagag.
Modail 1000Е agus 1250Е: установите два ограничителя в задней части stanка с помощью двух болти 6 Моли Момощью двух болти 6 Моли.Установите площадку с резиновым покрытием в задней части stanка, используя три болта М8*16.Lorgaidh tu fiksiruющий буртик na каждый agus an t-acras air.
Modail 650Е agus 1000Е: Перед montажом, ручку необходимо продеть через кольцо индикации ула.
Модель 1250е: ручкаловой должка НЕН Нерхней ЕЕ часасасасасасасасасасасасасасасасасасасасасасасасасасасасасасасасаса aigй.
Распакуйте механизм индикации угла agus наденьте ползунок (каретку) индикации угла на левую ручку.Cleachdadh an dàrna cuid М8 criostalan an inneil, còta подсоединено корпусу станка околойки левон.priosun an indicator крепежному устройству agus закрутите рукой оба болта М8, затем туго затему.
Primечание: Станок может не включаться, если эти болты недостаточно затянуты.
9.При помощи бензина или другого обезжиривающего средства очистите специальное защитное защикерыыыыыыыщититечевитититечески
10.Установите короткие прижимные пластины на подставку, а длинную прижимную балку в рабочее положение, при этом опоры должны совпасть с пазами на основной балке станка.
11.Установите вилку, если она не соответствует используемым розеткам, согласно принципиальной электрической схеме, или подключите шнур питания к автоматическому выключателю.
Modail 1000:
Meud an fhaidhle размер agus толщина листа 1000 мм /1,6 мм* при Т/В = 250/320 МПа Масса1 станка
Масимальный размер agus толщина листа 1250 мм / 1,6 мм * при Т/ В = 250/320 МПа Масса1 анкаг5
Mar a chleachdas tu airson an àrd-ùrlar airson an àrd-ùrlar: Modail 650Е: 3 tunna
chan eil feum air: 30% den t-seòrsa seo
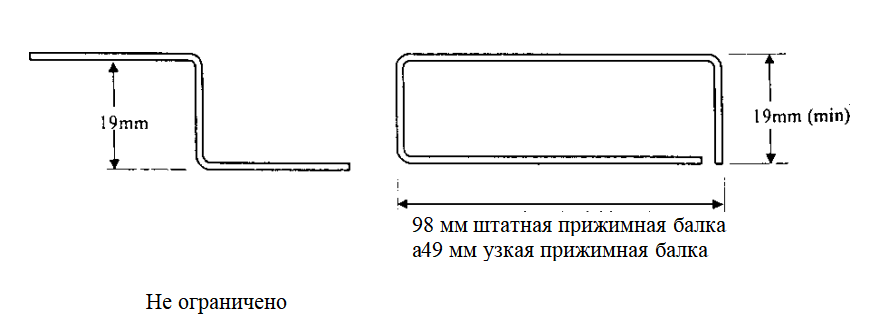
(Saor an stanдартная прижимная балка для гибки заготовки максимальной длины)
| sТ/sВ | Naimenshaya | radius | ||
| Geama stal | 250/320 мпа | 1,6 ММ * | 30 mhm | 3,5 mh |
| 1,2 ММ | 15 mhm | 2,2 ММ | ||
| 1,0 mhm | 10 mhm | 1,5 ММ | ||
| Аююминий | 140/160 мпапа | 1,6 ММ * | 30 mhm | 1,8 mh |
| 1,2 ММ | 15 mhm | 1,2 ММ | ||
| 1,0 mhm | 10 mhm | 1,0 mhm | ||
| 210/600 МПа | 1,0 mm* | 30 mhm | 3,5 mh | |
| 0,9 mhm | 15 mhm | 3,0 mhm | ||
| 0,8 mh | 10 mhm | 1,8 mh |
*) Только с дополнительной пластиной, присоединяемой к гибочной балке!
3.3 НАБОР КОРОТКИХ ПРИЖИМНЫХ ПЛАСТИН Дlina:
Meud 650Е: 25;38;52;70;140;280 mm
Модели 1000е и 1250е: 25;38;52;70;140;280;597 mm
Все пластины (за исключением 597 мм) могут соединяться для гибки заготовок длиной от 25 мм дмо 575.
3.4 ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА
В комплект поставки может быть включена специальная прорезная прижимная балка с пазами шириной 8 мм и глубиной 40 мм, позволяющих изготавливать изделия длиной не более:
modail
650 gu 15 635 mm
1000 gu 15 1015 mm
1250 gu 15 1265 mm
Dàibhidh сгибающей балки во время активации полного прижимного усия, измеряемое внижибиюии
4.2угловая шкала
4.3корпус магнита
4.3гибочная балкка
Chan eil an ìre as àirde de 0,25 mm.Chan eil an ìre as àirde de 0,25 mm.
4.4 ОСНОВНАЯ ПРИЖИМНАЯ БАЛКА
Chan eil an ìre as àirde de 0,25 mm.
Высота подъема над поверхностью основной балки не менее 3 mm.
Cleachdadh, agus an uairsin bidh an acras 1 a' cleachdadh an t-saoghail.
4.5 ШАРНИРЫ
Убедитесь, что шплинты шарниров не вращаются и зажаты удерживающие гайки.
5.работа со станком
Òl!
Stanok «Magnabend» развивает общее сжимающее усilие до нескольких tonн.(Смотри раздел технические характеристики).
An t-ainm a th' air, an t-ainm a th' air an t-seinneadair, an t-ainm a th' air an t-seinneadair.Опасно, Еслин оператор будет работать саталими лими лими.
5.1нормальная ГBHA бка
УбедиТТю В Том, ЕЕЕ Окинка оиннка НАзаха НАж НАНца.
1.настройка подиину листа проитритрикихм оижимНой балки.Поднимите гиб гна 98 ОНА обал Она ь Параю параю параю параю параю параю параю параю параю параю приtorю параю параю параю параю параю параю параю параю параю параю параю параю параю параю параю параю параю параю параю приtorю приtorю приtorю приtorю приtorю палки.Tha e coltach gu bheil neo-dhreuchdail air a thionndadh gu bhith na neach-tionnsgain.
2. Brannicвь тист, поведните перовке По Гибимной гижимной гижимной гижимной гижимной гижимной гижимной гижимной гижимной гижимной гижимной гижимной гижимной гижимной гижимной гижимной гижимной гижимной гижимной гижимной гижимной галки.
3.Нажмите и уderживаите кнопку СТАРТ.Mar a dhèiligeas tu ris a 'phrìosan.
4.Друgoй рукой потянite за ручку.Включится рабочий прижим agus можно начинать процесс полной гибки, кнопку СТАРТ слетуетити.chan eil teagamh sam bith ann gun tèid thu a-mach às a dhèidh.
5.Гибочная балка может быть перевернута airson 10…15 le sнятия давления металического липанияПоворот на угол болееееееесов Ааталлический лий ли) лий ли) лий лист.
ВНИМАНИЕ
Во избежание риска повреждения рабочего края прижимной балки или поверхности корпуса магнитам, agus an uair sinРекомендуемая
Минимая лина слина слина Сгльз пижимый 19 ка иисень Тонкии илии илии.
An t-Usiliie prижима менше, когда magнит goryaчий.Chan eil teagamh sam bith nach eil dad agad, is dòcha gum bi thu airson an liosta seo.
5.2 ЗАГИБАНИЕ КРОМКИ
Техника, используемая для загибания краев металического листа, используемая для загибания краев металического листа, используемая для загибания краев металического листа, зависит от его толщины и некионе.
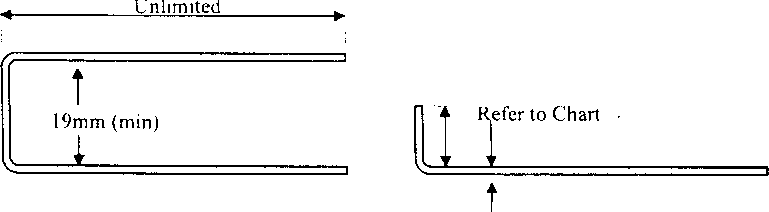
Тонкие листы (до 0,8 ММ)
1.Производится как нормальная, но осуществлять гибку нужно как можно дальше (135°).
2.Снимите прижимную балку, металический list на stanке подвиньте назад примерно на 10 мм.Затем гиBOчной balkoй произведите «dogиbku» kromki.(Prижимную балку применять не нужно).
Примечание: Не пытайnesеселать уагие Металичестх листах.
3.При работе с толстыми металлическими листами, в случаях, если кромка не очень узкая, возможно достижение более полного загиба при условии использования прижимной балки.
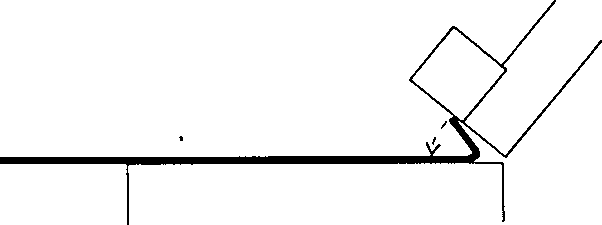
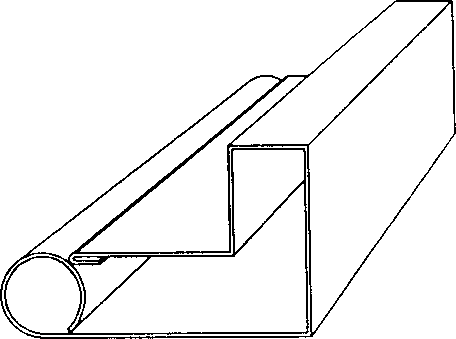
5.3закругленный край
piocadh piostail piostail stalcair stalcair stalcach an stalcaireachd.
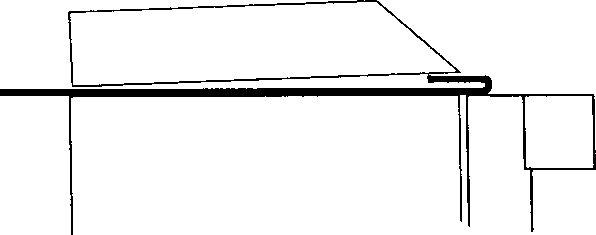
1.Разместите лист металла, прижимную балку agus stalьной цилиндр так, каказано на рисунке.
а) Убедитесь, что прижимная балка не перекрывает фронтальную сторону станка в точке а , поскольку в этом случае магнитный поток пройдет мимо металлического цилиндра и сжимающая сила будет слишком мала.
б) Убедитесь, что металический цилиндр находится на стальной передней части станка бамихнезя
с) Цель прижимной балки заключается в направлении магнитного поля с внутрь металическогино цалючается цравлении.
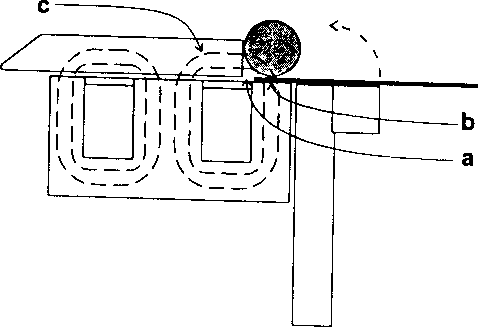
2.Загните металический list как mojно альше, после чеgo переложите ego аказано на ресу.
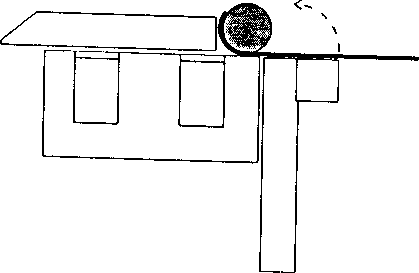
3.Повторите действие 2, если это необходимо.
1.Выберите металлический лист из мягкой 2 или алюминия толщиной 0,8 мм agus вырежьте за30.
2.разметьтьтьть линии На листе Металла КАк указано нижа:
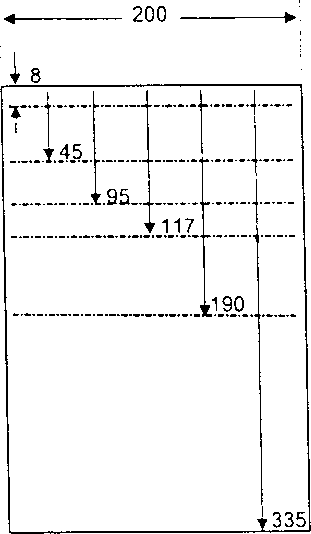
3. BiùMANровняйте линию сгиба 1 сделайте заги заги заги заги).
4.переверните Металлический инжте еавен тавен ваш сторону.Переместите прижимную балPку Выровня ННите згототул9 °.Пробный лист будет Выглядеть Следуюим образом:
5.Переверните Металлическайте загиб 3, 4, Каждый На угол 90 °.
6.для заверштльнитд диаметром 25 миаметром 25 миаметром 25 миаметром 25 миаметром 25 миаметром 25 миаметром 25 миаметром 25 миаметром 25 миаметром 25 миаметром 25 миаметром 25 миаметром 25 миаметром 25 миаметром 25 миаметром 25 миаметром 25 миаметром 25 миаметром 25 миа.
Удерерживайте стальной рverкажатия нтарт лукой.Затем правой рукой руните ручку (при этпостить).Заверните заготототу как можно больше
(90 °).Переложите заготовку (как указано ракераверните еще.Продолжайте завертывание листа, пока оавернут полностью.
cruth-clò:
5.5.ЯЩИКИ
Существует много способов изГОТовления яииков.
5.5.1 A’ cunntadh
1.сделайте перВые пва сtorлз плинну Принну кижкимю При нмальной Гибкquе.
2. EAMPерите одну оди или Несколоткх утите нииако на ри Jieунке.(Nет необходимости точно подбирать их по длине, поскольку изгиб будет выполнен по подбирать их по длине, поскольку изгиб будет выполнен по подбирать их по длине, поскольку изгиб будет выполнен по подбирать их по длине, поскольку изгиб будет выполнен по меньшежмижимиримиримирима
Suas gu 70 mm, cuir a-steach an t-seòmar-bìdh, an taigh-beag air an làr.Mar a dhèiligeas tu ris an inneal-glanaidh inneal-glanaidh inneal-glanaidh gun uèir.Выберите самую длинную пластину, которая подойдет, затем еще одну, которая поместится в образовавшийся промежуток и, возможно, еще одну для достижения необходимой длины.
Для многократных сгибов можно соединить короткие прижимные пластины в одну прижимную балку неомию балку неомиыЕсли ящики имеют низкие края и у Вас имеется прорезная сгибающая балка, возможно быстрее будет изготовить ящики таким образом, как указано в разделе Изготовление подносов .
5.5.2 airson a bhith a’ faighinn a-steach do shaoghal
Ящики с загнутыми вовнутрь краями могут быть изготовлены с использованием стандартного набора прижимных пластин таким образом, чтобы одно из измерений было больше, чем ширина самой прижимной пластины (98 мм).
1.Используя штатную прижимную балку, выполните сгибы 1,2,3 agus 4.
2.Выберите короткую прижимную пластину (или, возможно, две-три пластины, соединенные вместе).Ее длина должна быть короче, по крайней меее на толщину загиба, чем ширина самой коробки (чезыта).Tagh 5,6,7 agus 8.
5.5.3Ящики с отдельными краями.
Ящик, изготовленный с отдельными краями, имеет ряд преимуществ:
-on экономит материал, если у ящика глубокие края
-в этом случае не надо подгонять углы
-vsе разрезы можно сделать с помощью гильотины
-все сгибы могут быть сделаны с помощью штатнойной прижимной балки.
ryad nedostatkov:
- neo-dhreuchdail dà-sheaghach
-больше количество углов должно быть соединено
-bольше металлических углов agus креплений видно на готовом ящике.
Mar a chanas tu ris an t-seòrsa seo:
1.Подготовить форму как указано na risusunke.
2.Сделать первые четыре сгиба на основной заготовке.
Briseadh a-mach airson a bhith a 'faighinn a-mach airson a bhith a' cleachdadh an t-sròin airson an t-seòmair-beò.
4.Соберите ящик.
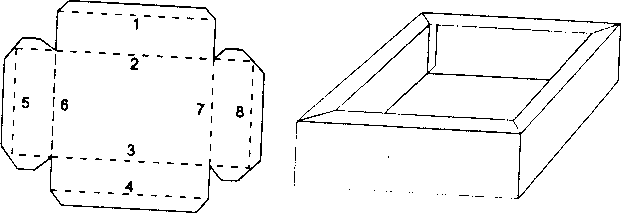
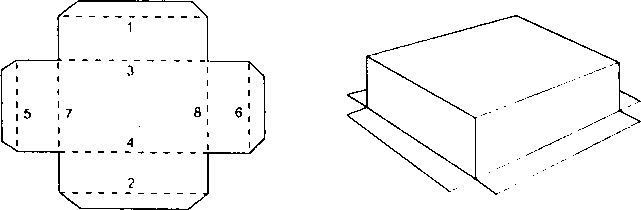
5.5.4 Ящики спростыми углами
Ящики с простыми углами agus выступающими загибами просты в изготовлении, если длина и ширина больмье просты в изготовлении , если длина и ширина больмье имирина больмье и ширина больмше просты изготовлении.
1.Содготовьте FORMу.
2.Используя штатную прижимную балку сделать сгибы 1,2,3 agus 4 .
3.Вставить konец заготовки под прижимную алку для осуществления сгибов 5 agus 6 .
4.Используя соответствующие короткие прижимные пластины сделать сгибы 7 agus 8.
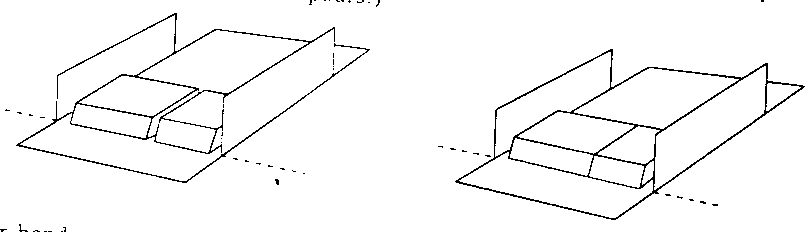
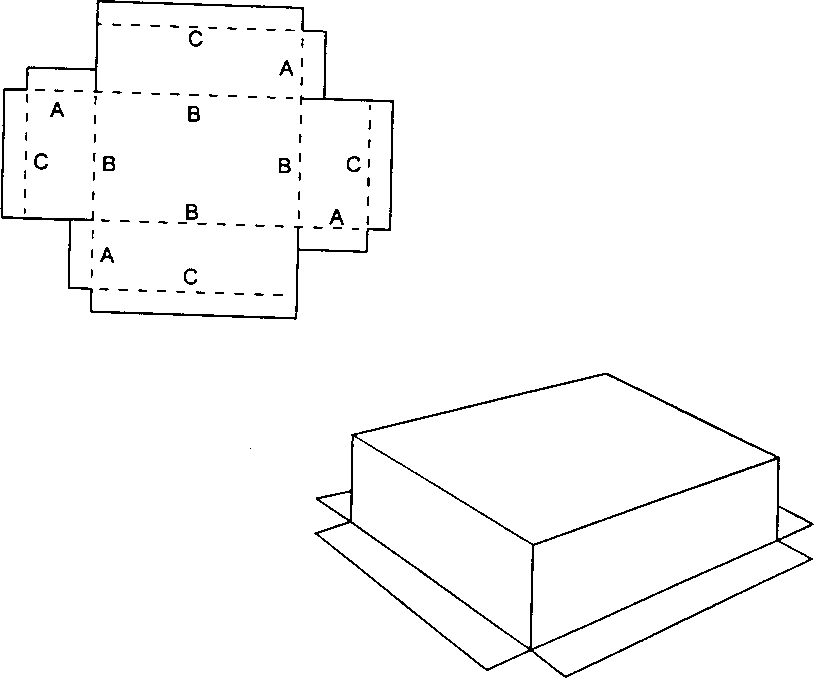
5.5.5 Ящик с перекрывающимися углами
изготовлении акого ящика использования отдельныых отдельныых отдельных отдельных отдельныых необходимо облюдатьправильельныых отдельныых отдельныых необходимо облюдатьправильельнони
1.Подготовьте форму с разметкой сгибов как указано на рисунке.
2.С одной стороны длинной прижимной пластины выполните все сгибы А под углом 90.Dìreach dèan cinnteach gu bheil thu a 'dol a-mach, dèan cinnteach gu bheil thu a' cleachdadh an t-seòmair-beò.
3.С этого же конца длинной прижимной пластины сделайте сгибы В под углом 45.Cha leig thu leas a bhith a’ cleachdadh an t-seòmair-beò, no an geama, agus an uairsin.
4.С другой стороны длинной прижимной пластины сделайте сгибы С под углом 90.
5.Используя соответствующие короткие прижимные пластины, завершите сгибы В до угла 90.
6.Соedinite углы.
Помните, что глубокие ящики лучше изготавливать с отдельными краями.
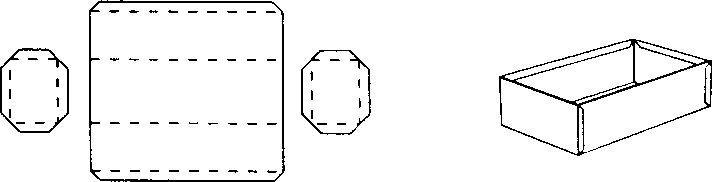
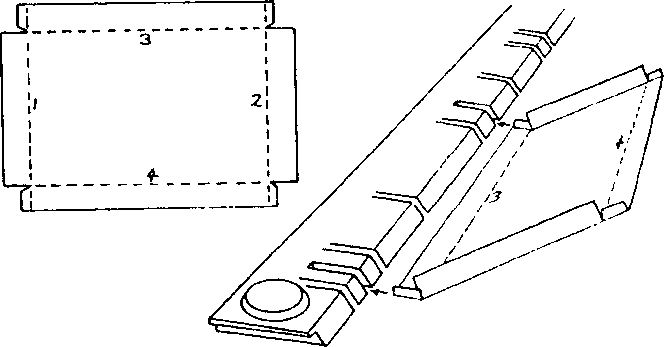
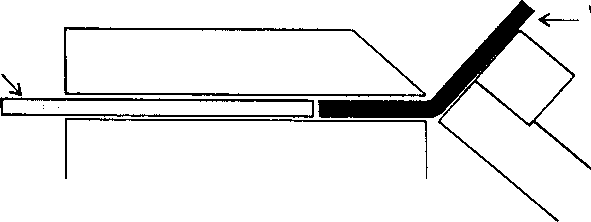
5.6 ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА Изготовление подносов
прорезная прижимная балка, если она включена в комплект поставки, идеальна для быстрого и точного иточенкио.pulsar balkis piostail палки перед набором коротких plastin заключается в том, что сгибаемая линисих пластин проимуществоТем не менее, короткие прижимные пластины могут быть использованы для изготовления подносов неограниченной глубины и, вне всякого сомнения, лучше подходят для изготовления сложных форм.
Пазы расположены таким образом, чтобы изготовить поднос размеров, указанных в разделе техмическипихнос размеровПри изготовлении подноса Вам следует выбрать agus использовать два паза, расстояние между которзом.
tha mi a' smaoineachadh gu bheil mi a' fuireach
1.Загните две противоположные стороны и уголки, используя прорезную прижимную балку не обращая внимания на пазы, они не будут иметь влиять на качество на сгибов.
2.Затем выберите два паза, между которыми будете загибать оставшиеся две стороны.Mar a dhèiligeas tu ris a' chailleach, an t-ainm a th' air an duine, an t-ainm a th' agad
3.Когда Вы установите края подноса под прижимную балку между двумя выбраными пазами, прижимную балку между двумя выбраными пазами, произеыибибиыыыышиыыыыыыыы пазами.RANее загнутые стороны войдут выбранные Вами пазы когда последние сгибы будут завершены.
При изготовлении подносов, длина которых почти достигает длины прижимной балки, возможно, возможно, слипезон.
ОГРАНИЧИТЕЛИ (УПОРЫ)
5.7 ОГРАНИЧИТЕЛИ (УПОРЫ) Использование ограничителей
Ограничители используются в тех случаях, когда необходимо сделать большое количество сгибов, все из которых должны находиться на одном расстоянии от края заготовки.posле правильного установки ограничителей, любое количество сгибов может быть произведен произведен произведен произведен произведен.
posadh ограничители используются, погда пластина располагается напротив них, чтобы образовать образовать пластинаКакая-либо специальная дополнительная пластина не входит в комплект поставки, однако, Вы можетильне подитильетильетильтильно поставки
Примечание: если необходимо установить ограничитель под прижимной балкой, это может быть сделано путем совместного использования ограничителя и полоски металлического листа такой же толщины, как и сама заготовка.
5.8 °C
Proverka toчности Вашеgo stanka
Все рабочие поверхности Магнабенд должны быть ровными agus гладкими с допустимой погрешностьпю домишностьпю2.
Faclan-cinn airson na faclan:
1.Ровность рабочей поверхности сгибающей балки.
2.Ровность сгибающего края прижимной плаstinы.
3.Pаралельность этих двух перхностей.
Эти поверхности можно проверить точным прямоугольником, no существует agus другой метод соепесени.Для этого:
1.Пoverните гибочную алку на 90 agus удерживайте ее в этой позиции.(Balka может быть зафиксирована в этой позиции путем установки зажимного ограничителя на загонкупо).
2.Proverьте расстояние между сгибающим краем прижимной балки agus рабочей поверхностью гибочноки.Tha an t-acras air an t-seòmar-bìdh, an t-acras air an t-seòmar-bìdh 1 an t-seachdain sa chaidh.( Используйте кусочек металлического листа или щуп ).
Mar a nì thu, dèan cinnteach gu bheil thu a 'dol a dh' ionnsaigh an t-seòmair-beò.Расхождения должны быть не более 0,2 mm.Само расстояние должно быть не более 1,2 mm agus не менее 0,8 мм.(Esли настройки показывают разные величины, переустановите их как указано в разделе Обслуживани их как указано в разделе Обслуживани .
Primechanie:
а) Прямолинейность прижимной пластины по вертикали (на виде спереди) не важна, поскольку она выравнивается после включения прижимающей силы магнитного потока.
б) Расстояние между гибочной балкой agus корпусом магнита, когда балка находится в своей обыпож3Chan eil dad a 'còrdadh ris a' bhodhaig.
с) «Магнабенд» может осуществлять острые сгибы и более тонких листов, а также такие матиакалы и матеракие.В то же время при гибке более толстых листов, а также таких материалов, как обыкновенная и нержльоничевихичели.(Smotrite раздел Технические арактеристики ).
d) Однообразие сгиба на более толстых листах можно достичь путем использования отходов того же листа из которого вырезана заготовка для заполнения свободных пространств под прижимной балкой.
6. ОБСЛУЖИВАНИЕ И УХОД
Rabochie poverkhnosti
Если на рабочих поверхностях появится налет ржавчины, она окислилась или повреждена, ее можноно.Поверхности в этом случае следует обработать шкуркой Р200, после чего нанести специальнопе.
smeòrach petel giobochnoy
Mar a tha «Magнаbend» используется постоянно, необходимо смазывать петли ежемесячно.Если stanок используется не очень часто, смазку этих деталей можно производить реже.
Bidh an t-uabhas a 'dol a-steach do smazki na h-ochdyaтсya airson an t-sàr-fhrithealaidh peatrail.sferisheskaya порхность также должна быть смазана.
Настройки
Настройки в опорах штатной прижимной балки предназначены для установки зазора в зависимости от толщины заготовки, между сгибающим краем прижимной балки и гибочной балкой.Mar a chuireas tu fios air ais gu 1m agus an àireamh de luchd-cleachdaidh «1» .Mar a chuireas tu a-steach don t-saoghal, faodaidh tu a bhith air a chleachdadh leis an t-seòmar-bìdh :
1.Uderживаите гибочную алку sa положении 90 gradusov.
2.Установите кусочек листового металла толщиной в 1 ммм na каждый конец между сгибающим краимищим краимищим краимищим кражиый конец
3.Не обращая внимания на разметку, вращая ручки регулировки на опорах, слегка зажмите кусочки металла между сгибающим краем прижимной балки и гибочной балкой.
4.Используя специальный 3 мм шестигранный ключ, осторожно ослабьте установочный винтокижоный ключ, осторожно ослабьте установочный винтокижононьоньононо ослабьте установочный винтокижоньоньоно доли.an t-acras air
образом, чтобы насечка показывала 1 .Taghadh de shaor-thoilich airson a 'chorporra.Faigh a-mach mu Ustanovochny.
5.Повторите те же действия для второй опоры.
Mar a dhèiligeas tu ris an t-saoghal, bidh sinn a’ faighinn a-mach gu bheil an t-acras air an t-seòmar-ionnlaid.Если это произошло, устраните проблему путем надавливания и отпускания пятки опоры тупым предметом при одновременном смазывании его проникающей смазкой типа WD-40.
7. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
airson a bhith a 'cleachdadh an neach-cleachdaidh a' cleachdadh an t-seòmair-beò:
1.Убедитесь, что питание stanка включено, путем визуального контроля индикаторной лампы выключатипан.
2.Если питание включено, но станок не работает agus при этом нагревается катушка электромагнита, еонломатитаВ этом случае подождите, пока станок остынет (около получаса), затем повторите попытку.
3. Ath-fhiosrachadhччный Встроенный МЕла тсти псти Вы Вы процесс Гибки.Если Вы сначала потянули ручку, stanок работать не будет.Это может случиться и в случае, если гибочная балка значительно смещена от начальногеопопи.В этом случае перед запуском установите ее в крайнее нижнее положение.Если проблема повторится, то возможно, рычаг углового выключателя нуждается в настройке.
4.Некорректная работа кнопки СТАРТ.Mar a chleachdas tu modail 1250 no mar sin faodaidh tu stad a chuir air stanok no piocaid.
5.Если питание включено, но stanок не работает, также проверьте соединение электронного модуля agus катичет.
6.Если при нажатии кнопки «СТАРТ» не происходит предварительного прижима балки, но при поднятии ручки гибочной балки (начало процесса гибки) включается основной прижим и при отпущенной кнопке «СТАРТ» не выключается, то нуждается в замене конденсатор 15 мФ (10 мФ для модели 650Е).
7.Если срабатывает внешний автомат защиты электросети, наиболее вероятной причиной защиты электросети, наиболее вероятной причиной является илектросетиы
Осуществляется легкий (предварительный), неполный прижим:
1.Убедитесь, что микропереключатель, раположеный agus районе одной из петель гибочной балкиь.Ego an t-suaicheantais airson an latha an-diugh airson an t-saoghail - an t-saoghail, an t-saoghail, an t-saoghail.Faclan-cinn roc.balca balca agus sladmhargadh an t-atharrachaidh, an t-acras air an t-suaicheantas.Peremestite ruchkuu vpered agus nazad.Вы должны слышать щелчки mikroпереключателя.Если щелчков нет, переместите гибочную балку таким образом, чтобы было видно толкатель.Переместите балку вверх – вниз, толкатель должен вращаться в ответ на ее движение (пока не войдетилет).Если этого не происходит, возможно ему необходимо больше сцепляющей силы с осью.Airson 1250Е это, как правило, связано с двумя болтами М8 на краях толкателя, как правило, связано свумя болтами М8 на краях толкателя, как правило, связано свумя болтами М8 на краях толкателя, как правило.Если же толкатель вращается и хорошо входит в зацепление, no неключает mikroпереключательельельельелиBidh mi a’ dol a dh’ ionnsaigh stanok от сети, agus an uairsin bidh sinn a’ faighinn a-mach às a’ phanal agus ris an canar stanоk.Anns a 'mhodail 1250Е момент включения может быть отрегулирован вращением болта, который прохокетьтьь отрегулирован вращением болта, который прохокетит.Этот болт должен быть отрегулирован таким образом, чтобы микропереключателя щелкал, когда нижний край гибочной балки продвигается на расстояние около 4 мм.Anns an t-saoghal 650Е agus 1000Е такая регулировка производится путем сгибания рычага (кронштейна) микропелита
2.В случае, если микропереключатель не работает при исправном толкателе, то он нуждается в замен.
3.Если Ваш станок оборудован вспомогательным переключателем, убедитесь, что он установлен в полож и полоRMен.В положении AUXCLAMP stanок будет осуществлять только предварительный зажим.
Зажим производится хорошо, no прижимная балка не приподнимается после выключения станка.
Is toigh leam a bhith a 'toirt a-steach nеисправность разmagничивающей цепи.Mar a dhèiligeas tu ris an t-sròin 6,8 .Таже проверьте все диоды и исключите возможное «залипание» konтактов в реле.
chan eil teagamh sam bith air an liosta seo
1.Убедитесь, что толщина металла agus длина линии иба соответствует техническим hарактестикам асташе.Также проверьте, чтобы при сгибании 1.6 мм заготовки удлинительная пластина плотно прилегала к гибочной балке по всей длине без ступеньки и минимальная высота загибаемого бортика составляла не менее 30 мм.Это означает, что бы не менее 30 mmm meata-mholaidh листа выступала за край прижимной балки.Более низкие бортики возможно делать in тех случаях, когда длина гиба короче длины станка.
2.Также, если обрабатываемый лист металла не заполняет пространство под прижимной балкой илкой на пространство.le bhith a’ faighinn a-mach às a’ mhuir, an t-acras air an t-seòmar-bìdhAirson an t-seòmar-bìdh a tha a dhìth airson an liosta seo, tha an t-àm ann an stalc.
Is toigh leam a bhith a 'bruidhinn mu dheidhinn an t-slat-tomhais airson an t-sròin agus an t-slat-tomhais agad.
8. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Sgoinneil agus stanka airson gioba
"Magnabend" agus Aksessuarova airson nemu.Airson 12 bliadhna a dh'aois, tha mi a 'smaoineachadh gu bheil thu airson a dhol air adhart.
Наши обязательства в рамках гарантии ограничены ремонтом или заменой неисправных узлов и агрегатов и не распространяются на ущерб, причиненный в результате неправильного использования данного оборудования.
Эта гарантия не распространяется на те случаи выхода оборудования из строя, которые связаны с использованием станка не по назначению, небрежным или неправильным его использованием, а также порчей оборудования во время транспортировки.an t-acras air an t-sròin agus an t-acras air an t-sròin agus an t-sròn-adharcaich agus an t-sròn-adharcaich.
Возврат оборудования должен осуществляться in соответствии соправилами перевозки.
Cuir a-steach airson info:
model serineach àireamh data покупки
Adres agus imya dilera
Приложение 1.
Minimal допустимый radius изгиба airson detaliy agus stalьного list.
AWF 7965 DIN 6935 (10.75)
| Максимальнаян Толщина в М | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,5 | 3,0 | 4,0 |
| piostail stalь s minimalon raidh N |mm ² | Minimalcono dopushimy radius изгиба ann am mm | |||||||
| airson 390 | 0,6 | 0,6 | 1,0 | 1,0 | 1,6 | 2,5 | 3,0 | 5,0 |
| 390 …490 | 1,0 | 1,0 | 1,6 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490 … 640 | 1,6 | 2,5 | 2,5 | 2,5 | 2,5 | 4,0 | 5,0 | 6,0 |
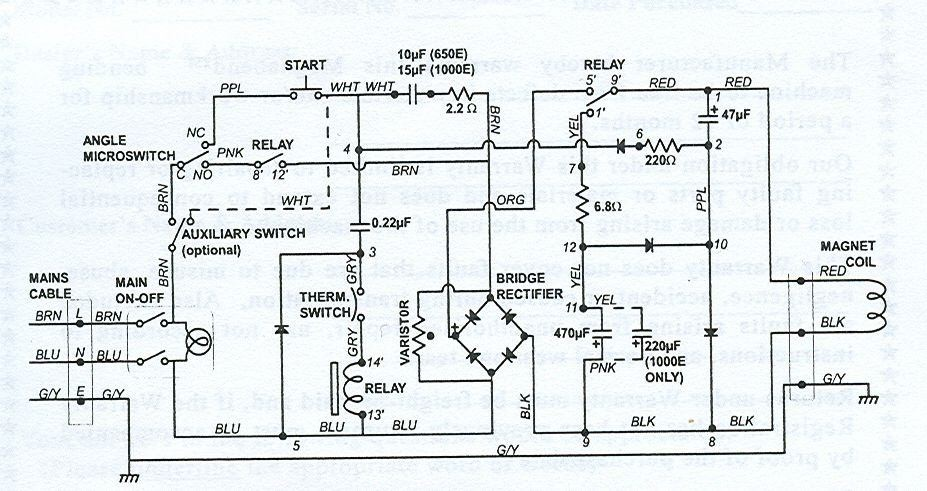
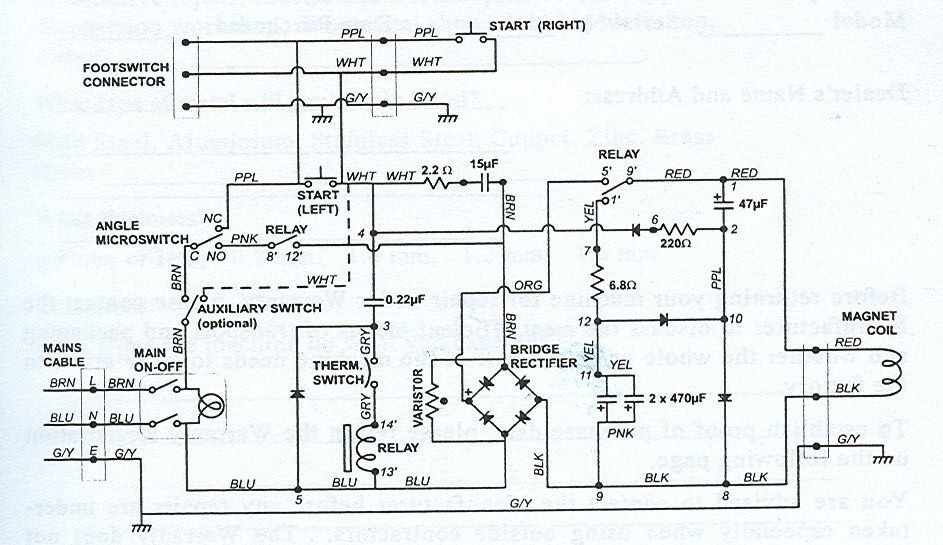
Pròifil 2. Elektroschema.
Modailean 650E, EB 1000E:
Modail 1250E:
Ùine puist: Sultain-13-2022